କଷ୍ଟମ୍ ସିଟ୍ ମେଟାଲ୍ |
କପଡା ସେବା |

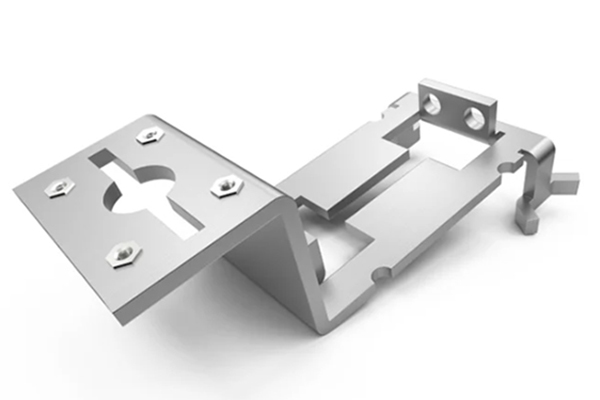
ସିଟ୍ ଧାତୁ ପ୍ରକ୍ରିୟାକରଣ |
ସିଟ୍ ଧାତୁ ପ୍ରକ୍ରିୟାକରଣ ପ୍ରଯୁକ୍ତିବିଦ୍ୟା ଜଟିଳ ଏବଂ ବିବିଧ, ମୁଖ୍ୟତ cutting କାଟିବା, ଖାଲି କରିବା, ନଇଁବା ଇତ୍ୟାଦି ଅନ୍ତର୍ଭୁକ୍ତ କରେ, ଏହା ସହିତ ଗ୍ରାହକଙ୍କ ଚିତ୍ରାଙ୍କନ ଡିଜାଇନ୍ ଆବଶ୍ୟକତା ଅନୁଯାୟୀ ଲେଜର କଟିଙ୍ଗ୍, ସ୍କ୍ରିନ ପ୍ରିଣ୍ଟିଂ ଏବଂ ଆସେମ୍ବଲି ଭଳି ସେବା ମଧ୍ୟ ଯୋଗାଏ |
ଚାଲନ୍ତୁ ଦେଖିବା ଆରମ୍ଭ କରିବା, କେଉଁ ସିଟ୍ ଧାତୁ ଗଠନ କ’ଣ ବ୍ୟକ୍ତିଗତ ପଦକ୍ଷେପରେ ଯିବା ପୂର୍ବରୁ ଧାତୁ ଅଂଶ ଏବଂ ଉତ୍ପାଦରେ ପରିଣତ ହୁଏ |
CNC ମେସିନ୍ ଧାତୁ ପ୍ରୋଟୋଟାଇପ୍ |
ଧାତୁ ପ୍ରୋଟୋଟାଇପ୍ ତିଆରି କରିବାର ପାରମ୍ପାରିକ ଉପାୟ ହେଉଛି CNC ମେସିନିଂ ମାଧ୍ୟମରେ |ତୁମର ପ୍ରୋଟୋଟାଇପ୍ ତିଆରି କରିବା ପାଇଁ ଆମେ ଏକ ମିଲିଂ ମେସିନ୍ ଏବଂ ଲେଥ୍ର ଏକ ମିଶ୍ରଣକୁ ବ୍ୟବହାର କରିବୁ |
ଏହି ବିକଳ୍ପ 3D ପ୍ରିଣ୍ଟିଂ କିମ୍ବା ସିଟ୍ ଧାତୁ ବ୍ୟବହାର କରିବା ଠାରୁ ଟିକିଏ ଅଧିକ ସମୟ ନେଇଥାଏ, କିନ୍ତୁ ତୁମେ ଏକ ଶକ୍ତିଶାଳୀ ଅଂଶ ସହିତ ରହିଯାଇଛ |ଆହୁରି ମଧ୍ୟ, ସିଏନ୍ସି ମେସିନ୍ଗୁଡ଼ିକ ବିଭିନ୍ନ ପ୍ରକାରର ବସ୍ତୁ ବିକଳ୍ପ ଏବଂ ଘନତାକୁ ପରିଚାଳନା କରିପାରିବ, ତେଣୁ ଡିଜାଇନ୍ କରିବା ସମୟରେ ତୁମର ପ୍ରଚୁର ସ୍ୱାଧୀନତା ଅଛି |
ରଙ୍ଗ ଏବଂ ଭୂପୃଷ୍ଠ ବ characteristics ଶିଷ୍ଟ୍ୟ ପରିବର୍ତ୍ତନ କରି ଆମେ ଏକ CNC ମେସିନ୍ ଅଂଶରେ ଫିନିସିଂ ଷ୍ଟେପ୍ ପ୍ରୟୋଗ କରିପାରିବା |
ଆପଣଙ୍କ ନିର୍ଦ୍ଦିଷ୍ଟ ଉତ୍ପାଦ ଉପରେ ନିର୍ଭର କରି CNC ମେସିନିଂ ଅଧିକ ମହଙ୍ଗା ହୋଇପାରେ |ଲୋ-ବ୍ୟାଚ୍ ଉତ୍ପାଦନ ଚାଲିବା ପାଇଁ ଏହା ଏପର୍ଯ୍ୟନ୍ତ ଏକ ଉତ୍ତମ ବିକଳ୍ପ ଅଟେ, ଏବଂ ଆପଣ ମଧ୍ୟମ ଧରଣର ଉତ୍ପାଦନ ଚଳାଇବା ପାଇଁ ସମାନ CNC ମେସିନିଂ ଅପରେସନ୍ ବ୍ୟବହାର କରିପାରିବେ |

ସିଟ୍ ମେଟାଲ୍ ପ୍ରୋଟୋଟାଇପ୍ ଫ୍ୟାବ୍ରିକେସନ୍ ପାଇଁ ଇ Engineering ୍ଜିନିୟରିଂ ସାମଗ୍ରୀ |
ତୁମର ଉତ୍ପାଦର ଏକ ପ୍ରୋଟୋଟାଇପ୍ ସୃଷ୍ଟି କରିବା ତୁମ ଉତ୍ପାଦ ପାଇଁ ସଠିକ୍ ଧାତୁ ସାମଗ୍ରୀ ବାଛିବା, ପରିମାପକୁ ଟୁକ୍ କରିବା ଏବଂ କାର୍ଯ୍ୟକାରିତାକୁ ଉନ୍ନତ କରିବାରେ ସାହାଯ୍ୟ କରିପାରିବ |ପରିଶେଷରେ, ଏହା ଅନ୍ତିମ ଉତ୍ପାଦନକୁ ଅଧିକ ଖର୍ଚ୍ଚ ଏବଂ ସମୟ ଦକ୍ଷ କରିଥାଏ |
ପ୍ରୟୋଗ ଏବଂ ଭୂମିକା ଉପରେ ନିର୍ଭର କରି ସିଟ୍ ଧାତୁ ପ୍ରୋଟୋଟାଇପ୍ ତିଆରି କରିବାକୁ ବିଭିନ୍ନ ଧାତୁ ବ୍ୟବହୃତ ହୁଏ |ଉତ୍ପାଦକମାନେ ଶୀଟ୍ ଧାତୁ ଉତ୍ପାଦଗୁଡିକର ପ୍ରୋଟୋଟାଇପ୍ ପାଇଁ ବିଭିନ୍ନ ଗ୍ରେଡ୍ ଧାତୁ ବ୍ୟବହାର କରନ୍ତି |କିଛି ଧାତୁ ବିକଳ୍ପ ଯାହା ଧାତୁ ପ୍ରୋଟୋଟାଇପ୍ ପାଇଁ ବ୍ୟବହୃତ ହୋଇପାରେ:
| ଆଲୁମିନିୟମ୍ | | ତମ୍ବା | ଇସ୍ପାତ | |
| ଆଲୁମିନିୟମ୍ 1050 | ତମ୍ବା 1020 | ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ 301 |
| ଆଲୁମିନିୟମ୍ 5052 | ତମ୍ବା 1100 | ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ 303 |
| ଆଲୁମିନିୟମ୍ 6061 | ତମ୍ବା 2100 | ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ 304 |
| ଆଲୁମିନିୟମ୍ 6063 | ତମ୍ବା 2200 | ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ 430 | |
| ଆଲୁମିନିୟମ୍ 1100 | ତମ୍ବା 2300 | ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ 316 / 316L | |
| ତମ୍ବା 2400 | ଇସ୍ପାତ, ନିମ୍ନ କାର୍ବନ୍ | | |
| ତମ୍ବା 260 (ପିତ୍ତଳ) |
ସିଟ୍ ମେଟାଲ୍ ଫ୍ୟାବ୍ରିକେସନ୍ କିପରି କାମ କରେ |
ଉତ୍ପାଦନ ହେବାକୁ ଥିବା ଅଂଶର ପ୍ରକାର, ଡିଜାଇନ୍ ର ଜଟିଳତା ଏବଂ ଇଚ୍ଛିତ ଫିନିଶ୍ ଉପରେ ନିର୍ଭର କରି ଧାତୁ ସିଟ୍ ଗୁଡିକ 3 ଟି ସରଳ ପଦକ୍ଷେପରେ ସୃଷ୍ଟି ହୋଇପାରେ ଯଥା କାଟିବା, ଗଠନ ଏବଂ ଯୋଗଦାନ |(ବିଧାନସଭା)
- କାଟିବା |
ଶୀଟ୍ ଧାତୁ ପ୍ରକ୍ରିୟାକରଣରେ କଟିଙ୍ଗ ଅପରେସନ୍ ବିନା / ବିନା ବିନା କରାଯାଇପାରେ | - କାଟିବା ପ୍ରକ୍ରିୟା |
ଖାଲି, କାଟିବା ଏବଂ କାଟିବା |ଅଣ-ଶିଅର ପ୍ରକ୍ରିୟା ଅଧିକ ସଠିକ୍ ଏବଂ ଉଚ୍ଚ ସଠିକତା ବିଶିଷ୍ଟ ଶିଳ୍ପ ଶେଷ ଉତ୍ପାଦଗୁଡ଼ିକ ପାଇଁ ପ୍ରସ୍ତୁତ | - ଅଣ-କେଶ ପ୍ରକ୍ରିୟା |
ଲେଜର ବିମ୍ କଟିଙ୍ଗ୍, ୱାଟର ଜେଟ୍ କଟିଙ୍ଗ୍, ପ୍ଲାଜମା କଟିଙ୍ଗ୍ ଏବଂ ମେସିନିଂ ଅନ୍ତର୍ଭୂକ୍ତ କରନ୍ତୁ |ସେଗୁଡିକ ଶିଳ୍ପ ବ୍ୟବହାର ପାଇଁ ଅଧିକ ଉପଯୁକ୍ତ |ଅଟୋମୋବାଇଲ୍ଏବଂ ଏରୋସ୍ପେସ୍,ରୋବୋଟିକ୍ସ |, ଏବଂ ବେଳେବେଳେ ଇଞ୍ଜିନିୟରିଂ | - ଲେଜର କାଟିବା:
ଧାତୁ ସିଟ୍ କାଟିବା ପାଇଁ ଏକ ଲେଜର-ଫୋକସ୍ ଲାଇଟ୍ ବିମ୍ ପ୍ରୟୋଗ କରେ |ଏହା ସିଟ୍ ଧାତୁ ଖୋଦନ ପାଇଁ ମଧ୍ୟ ବ୍ୟବହୃତ ହୋଇପାରେ |

- ୱାଟର ଜେଟ୍ କାଟିବା:
ଏକ ଉଚ୍ଚ-ବେଗ ପ୍ରକ୍ରିୟା ଯାହା ଶୀଟ୍ ରେ ଆବ୍ରାଶିଭ୍-ଏକାଗ୍ର ଜଳ ପ୍ରବାହକୁ ପଦାର୍ଥରେ କାଟିବାକୁ ନିର୍ଦ୍ଦେଶ ଦେଇଥାଏ | - ଯନ୍ତ୍ର:
ପାରମ୍ପାରିକ କିମ୍ବା CNC- ଆଧାରିତ ହୋଇପାରେ |ଏହି ପ୍ରକ୍ରିୟାରେ ଏକ ଅଂଶରୁ ସାମଗ୍ରୀର ଖଣ୍ଡଗୁଡ଼ିକୁ ବ୍ୟବସ୍ଥିତ ଭାବରେ ଅପସାରଣ କରିବା ପାଇଁ ଏକ ଉପକରଣ (ଡ୍ରିଲ୍ ବିଟ୍ କିମ୍ବା ଲେଥ୍ ବ୍ଲେଡ୍) ର ବ୍ୟବହାର ଅନ୍ତର୍ଭୁକ୍ତ |ସିଏନ୍ସି ମିଲିଂ, ସ୍ପିନ୍ ଏବଂ ଟର୍ନିଂ ହେଉଛି କେତେକ ଲୋକପ୍ରିୟ ପ୍ରକ୍ରିୟା | - ପ୍ଲାଜ୍ମା:
ପ୍ଲାଜମା କଟିଙ୍ଗ ଉତ୍ତାପ-ସଙ୍କୋଚିତ ଆୟନାଇଜଡ୍ ଗ୍ୟାସ୍ ବ୍ୟବହାର କରେ ଯାହା ଉଚ୍ଚ ବେଗରେ ଯାତ୍ରା କରେ ଏବଂ ଏକ ଧାତୁ ଶୀଟ୍ ରେ ସିଧାସଳଖ କାଟ ପାଇଁ ବିଦ୍ୟୁତ୍ ପରିଚାଳନା କରେ | - ଗଠନ:
ଷ୍ଟାମ୍ପ୍, ଷ୍ଟ୍ରେଚ୍, ରୋଲ୍ ଗଠନ ଏବଂ ବଙ୍କା ଭଳି ପ୍ରକ୍ରିୟା ପାଇଁ ଗଠନ ହେଉଛି ସାଧାରଣ ଛତା |ଯେଉଁଠାରେ ସିଟ୍ ଧାତୁରୁ ସାମଗ୍ରୀ ଅପସାରିତ ହୋଇଛି, ତାହା କାଟିବା ପରି, ଗଠନ କେବଳ ଅଂଶକୁ ଇଚ୍ଛିତ ଜ୍ୟାମିତିକୁ ପୁନ ape ରୂପ ଦେବା ପାଇଁ ଗଠନ ଉପକରଣ ବ୍ୟବହାର କରେ | - ଷ୍ଟାମ୍ପ୍:
ଏକ ଗଠନ କ techni ଶଳ ଧାତୁକୁ ଇଚ୍ଛିତ ଆକାରରେ ଦବାଇବା ପାଇଁ ଦୁଇଟି ମୃତ୍ୟୁର ବ୍ୟବହାରକୁ ଅନ୍ତର୍ଭୁକ୍ତ କରେ | - ବଙ୍କା:
ଏକ ସିଟ୍ ଧାତୁକୁ କଣ୍ଟୁର୍ କରେ, ଏବଂ ହାତ କିମ୍ବା ବ୍ରେକ୍ ପ୍ରେସ୍ ଦ୍ୱାରା କରାଯାଇପାରିବ, ଯେତେବେଳେ ରୋଲ୍-ଫର୍ମିଙ୍ଗ୍ ଏକ ଶୀଟ୍ ଧାତୁର ଏକ ଲମ୍ବକୁ ପ୍ରକ୍ରିୟାକରଣ ପାଇଁ ଏକ ଯୁଗଳ ରୋଲ୍ ବ୍ୟବହାର କରେ | - ଯୋଗଦାନ:
ଯୋଗଦାନ ସାଧାରଣତ but କିନ୍ତୁ ସିଟ୍ ଧାତୁ ତିଆରିରେ ଅନ୍ତିମ ପ୍ରକ୍ରିୟା ନୁହେଁ |ଏଥିରେ ରିଭିଟିଙ୍ଗ୍, ଆଡେସିଭ୍, ବ୍ରଜେଜ୍ ଏବଂ ସବୁଠାରୁ ଲୋକପ୍ରିୟ, ୱେଲ୍ଡିଂ ଭଳି ପ୍ରକ୍ରିୟା ଅନ୍ତର୍ଭୁକ୍ତ | - ୱେଲଡିଂ:
ଷ୍ଟିକ୍, MIG, କିମ୍ବା TIG ହୋଇପାରେ |ପ୍ରକ୍ରିୟାଟି ଏକ ଫିଲର ଉପସ୍ଥିତିରେ ଏକତ୍ର ତରଳିବା ପାଇଁ ଏକ ନିଆଁ ବ୍ୟବହାର କରି ଦୁଇ କିମ୍ବା ଅଧିକ ଧାତୁ ସିଟ୍ ଫ୍ୟୁଜ୍ କରେ | - ରିଭାଇଟିଙ୍ଗ୍ |
ଉଭୟ ସିଟ୍ ମାଧ୍ୟମରେ ଛୋଟ ଧାତୁ ଅଂଶଗୁଡ଼ିକୁ ଏମ୍ବେଡ୍ କରି ଶୀଟ୍ ଧାତୁରେ ଏକତ୍ର ହୁଅନ୍ତି | - ଆଡେସିଭ୍:
ହାଇ-ଏଣ୍ଡ୍ ଗ୍ଲୁସ୍ ଯାହା ସିଟ୍ ଧାତୁକୁ ନିଜେ ଏକତ୍ର ରଖିବାରେ ସକ୍ଷମ କିମ୍ବା ଯେତେବେଳେ ଅନ୍ୟ ଯୋଗଦାନ ପ୍ରକ୍ରିୟା ସହିତ ମିଳିତ ଭାବରେ ବ୍ୟବହୃତ ହୁଏ | - ବ୍ରାଜିଂ:
ବ୍ରାଜିଂ ୱେଲଡିଂ ସହିତ ସମାନ, କେବଳ ପାର୍ଥକ୍ୟ ହେଉଛି ଧାତୁ ସିଟ୍ ତରଳାଯାଏ ନାହିଁ, କେବଳ ଫିଲର୍ |
ଥରେ ଧାତୁ ଅଂଶ ଗଠନ ହୋଇ ଏକତ୍ର ହୋଇଗଲେ, ଏହାର ଗୁଣ ଏବଂ ରୂପକୁ ଉନ୍ନତ କରିବା ପାଇଁ ଏକ ସମାପ୍ତ ପ୍ରକ୍ରିୟା (ନିମ୍ନରେ ବିସ୍ତୃତ) ବ୍ୟବହାର କରାଯାଇପାରିବ |
ଏକ କୋଟ୍ ଅନୁରୋଧ |
କାଚି ସହିତ ଆପଣଙ୍କର କଷ୍ଟମ୍ ସିଟ୍ ମେଟାଲ୍ ଫ୍ୟାବ୍ରିକେସନ୍ ପ୍ରୋଜେକ୍ଟ ଆରମ୍ଭ କରିବାକୁ ପ୍ରସ୍ତୁତ?
ଆମ ସହିତ ଯୋଗାଯୋଗ କରିବାକୁ ଏବଂ ବର୍ତ୍ତମାନ ଏକ ମାଗଣା କୋଟ୍ ପାଇବାକୁ ଏଠାରେ କ୍ଲିକ୍ କରନ୍ତୁ!



